
3Dプリンター初心者にとって、印刷中にフィラメントが出なくなる吐出不良は大きな壁ですよね。
私も愛用機「ANYCUBIC MEGA Pro」でこの問題に直面し、何度もノズルを清掃してもすぐに再発するという泥沼にハマりました。最終的に判明した原因は、単なるノズル詰まりではなく、”ヒートクリープ”でした。
本記事では3Dプリンターの吐出不良について、私の実体験に基づいた原因特定プロセスから、ヒートクリープを防ぎ、印刷品質を安定させるための具体的な対策までを完全に解説します。
目次
吐出不良の症状と初期対応
発生した症状
私の環境で発生した症状は以下の通りでした。
- 機種: ANYCUBIC MEGA Pro
- フィラメント: PLA
- 印刷温度: 220℃
- 症状: 印刷開始直後は問題ないが、数層進むとエクストルーダー(フィラメント送り出し部)がカチカチと音を立ててフィラメントの送りが止まり、出力物がスカスカになる。最悪の場合、最初の1層目しか印刷されない。
初期対応(失敗)
吐出不良の一般的な原因はノズルの詰まりです。私も初めに以下の清掃を行いました。
- ホットエンドを加熱した状態で、フィラメントを引っ張って詰まりを除去。
- ノズル内に残ったカスも除去。
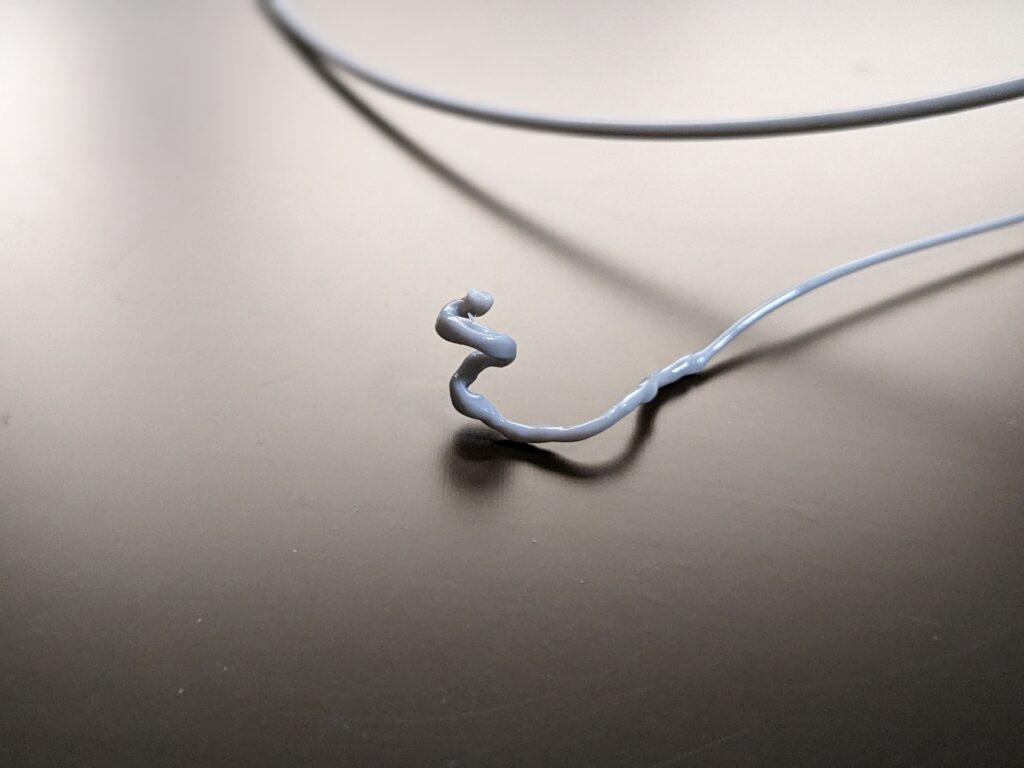

フィラメントが「にゅるにゅる」とノズルから出てくることを確認し、印刷を再開。
しかし、この対応では問題は一時的にしか解消されず、すぐに同じ症状が再発してしまいました。これは、ノズルそのものではなく、その手前の部分に問題があることを示唆していました。
備考:ノズル詰まりを解消できないときの対処法
ノズルの詰まりを解消できない場合や、清掃中にコードを切ってしまった時などは、ノズルユニットを新しく購入する必要があります。
Amazonでも探せば出てきますが、私はAliExpressという通販サイトで購入しています。

中国の通販サイトなので抵抗がある方は多いように思いますが、Amazonの半額ぐらいの値段で購入できるので、抵抗がなければAliExpressで購入することをオススメします。
真の原因究明:初心者が見落としがちな「ヒートクリープ」
ノズル清掃をしても再発を繰り返す原因。それは、ホットエンドの熱が「上へ」と忍び込む熱管理の問題でした。
ヒートクリープとは
ヒートクリープとは、ヒーターブロックで生成された熱が、本来冷却されているべきホットエンドの上部(ヒートブレイク付近)まで伝導してしまう現象です。
ヒートクリープによって吐出不良が発生する過程です。
- フィラメントが本来溶けるべきではない高い位置で軟化・膨張する。
- 膨張したフィラメントがホットエンド内部に固着し、ノズルが詰まったのと同じ状態を引き起こす。
- エクストルーダーが詰まりに逆らおうとして「カチカチ」と音を立てて空回りする。
ヒートクリープが発生した原因
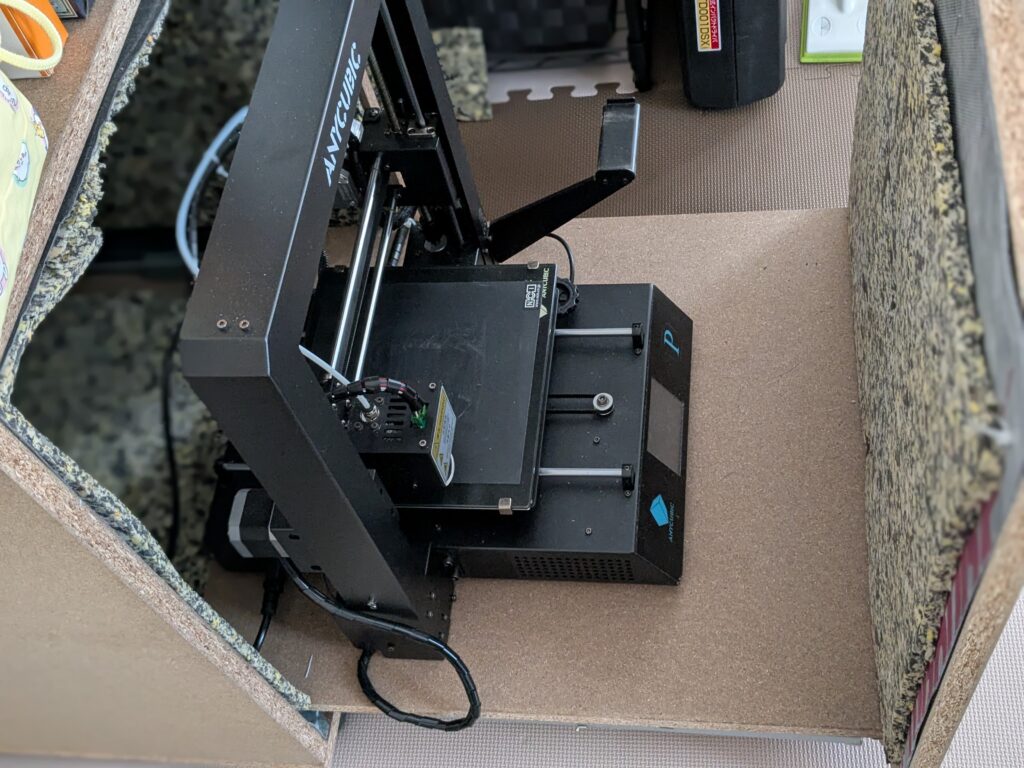
私の場合、3Dプリンターを自作の防音ボックス(ほとんど密閉状態)に入れて印刷していました。
密閉されたボックス内で印刷することで、庫内の温度が異常に高温になり、ヒートブレイクの冷却能力が低下。これにより熱が逃げ場を失い、上部へと伝導しヒートクリープを引き起こしていました。

ヒートクリープを発生させないための3つのステップ
ヒートクリープを防ぎ、印刷を安定させるためには、「温度管理」「ハードウェア」「印刷設定」の3つの側面から対策を講じる必要があります。
【最優先】温度管理の最適化
プリンターの設置場所
- 私のように密閉された環境で印刷している場合は、庫内の換気を徹底するか、可能であればプリンターを防音ボックスのような箱から出すことを検討してください。
- 周囲の環境温度が高くなり過ぎていないかを常にチェックしましょう。
冷却ファンの動作確認
- ホットエンドの冷却ファンが100%の速度で動作しているかを確認します。必要であれば、より冷却能力の高いファンへの交換を検討しましょう。
ハードウェアのメンテナンス
PTFEチューブのチェック
- PTFEチューブの先端が焼損していると、ノズルとの密着が悪くなり、熱伝導のトラブルを引き起こすことがあります。チューブの末端を定期的にきれいに切断し、ノズルとの密着性を確保します。
ホットエンドの交換
- PTFEライニング付きホットエンドへの切り替えで熱伝導を抑制できます。
印刷設定の調整
ノズル温度の適正化
- フィラメントメーカーの推奨温度範囲内で、可能な限り低い温度に設定します。温度が高すぎると、ヒートクリープのリスクが高まります。
リトラクト設定の調整
- リトラクト(フィラメントの引き戻し)は、頻繁にフィラメントを出し入れするため、熱問題を起こしやすくなります。リトラクトの距離を短く設定し、フィラメントの逆流やホットエンド内部での膨張を防ぎます。
まとめ
3Dプリンターの「スカスカ問題」の原因は、私の環境ではヒートクリープでした。
単なるノズル清掃でなく、熱を管理するという根本的な視点を持つことが、安定した高品質な印刷のために必要です。
ノズルの清掃で詰まりが解消しない場合、本記事の内容を参考に対策を講じてみてください。

コメント