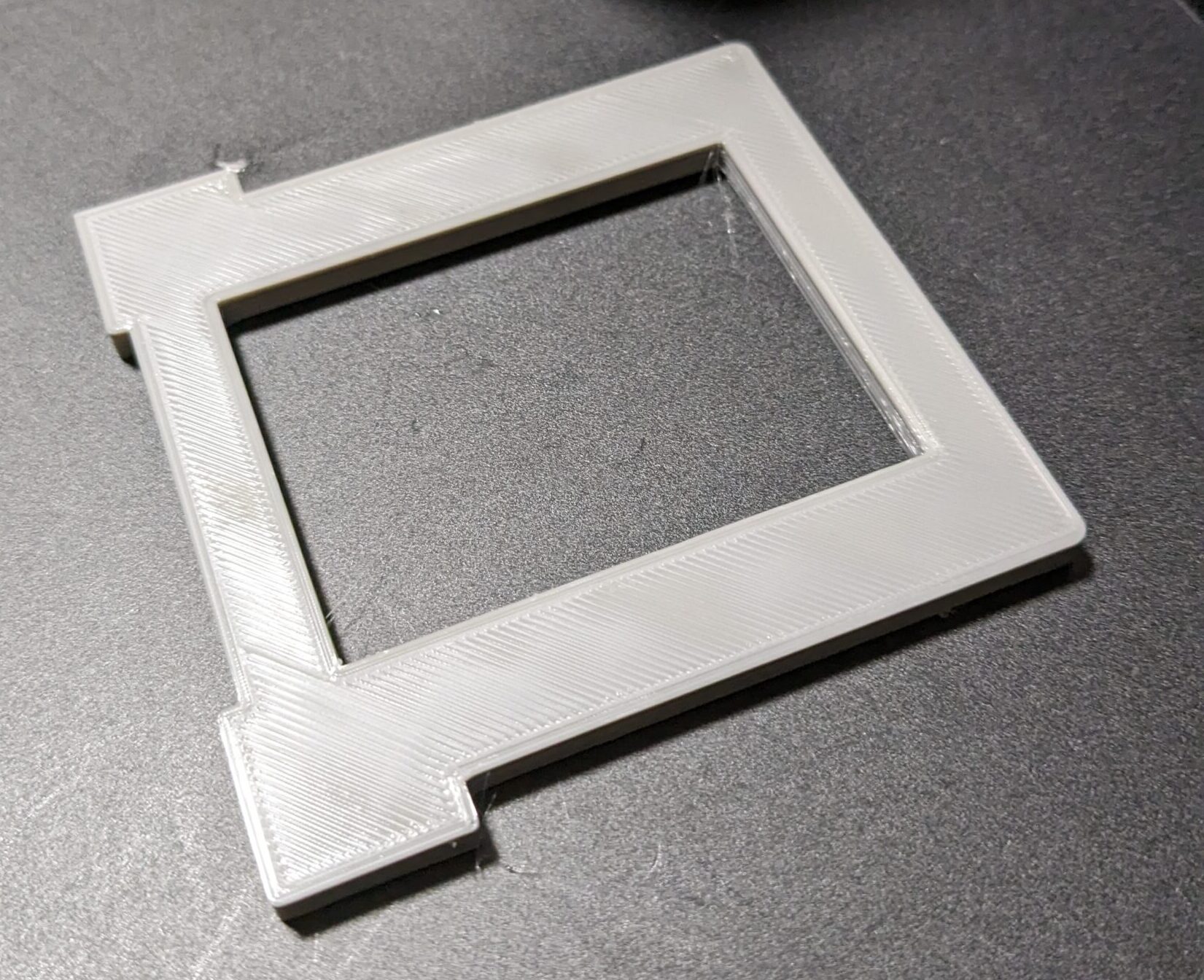
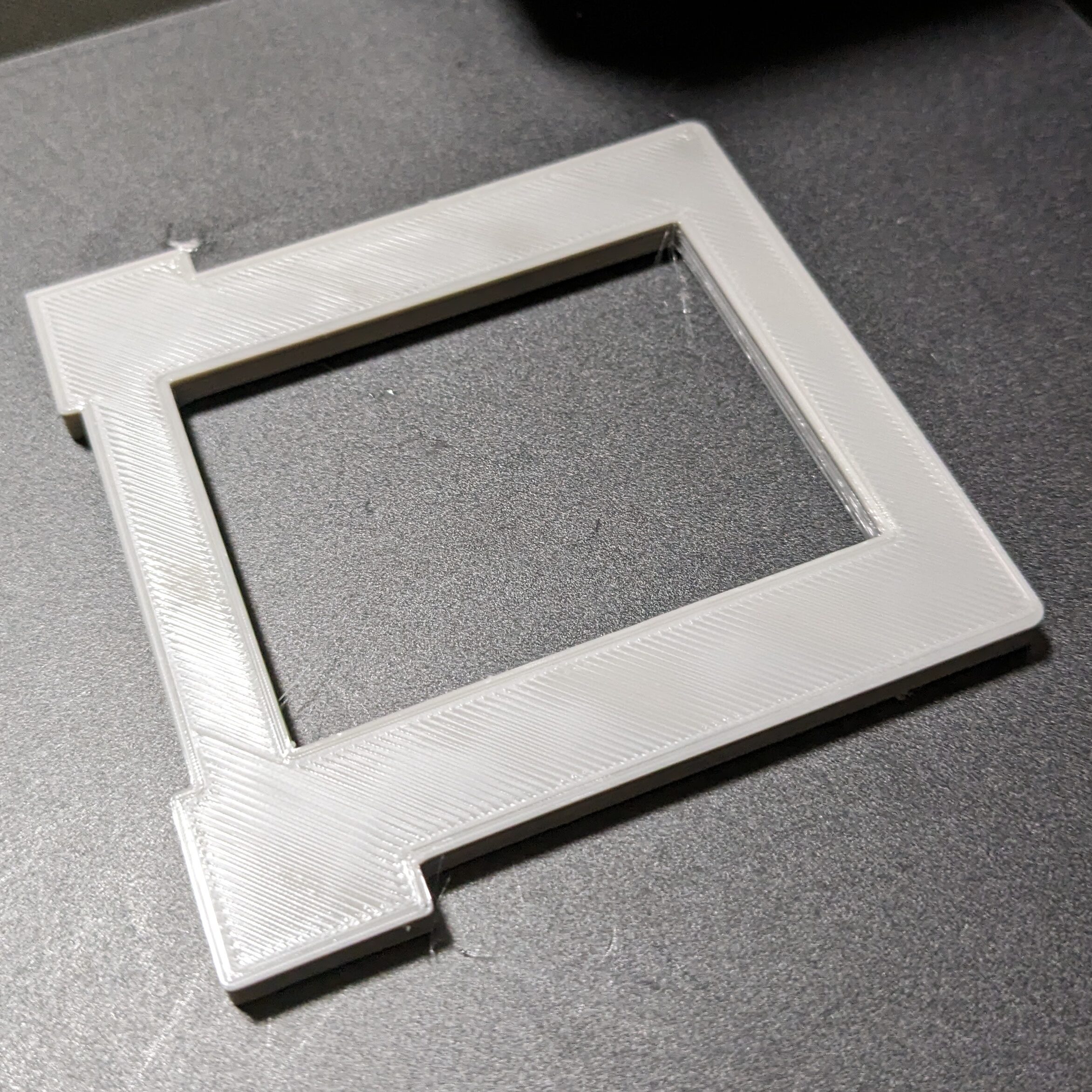
ANYCUBIC MEGA Proで出力物がスカスカになる不具合が発生しました。具体的な症状につきましては下記の記事で紹介しています。

2025/3/22追記
本記事に記載した内容が不具合の原因ではありませんでした。吐出不良を起こしていた原因と解決方法については、下記の記事で改めて紹介しています。
本記事の内容は不具合の原因ではなかったですが、実践することで印刷品質の改善が期待できますので、是非試してみてください。
結論
原因は以下の2点でした。
- ベッドヒーターをOFFにした状態でのレベリング
- ベッドの平面が上凸になっている
以下の解決方法を取ることで、無事に印刷ができました。
- レベリングはベッドヒーターをONにした状態でベッドの真ん中で行う
- 印刷範囲を狭める(ベッドの真ん中あたりで印刷する)
以降に詳細な内容を記載します。
原因の特定
フィラメント挿入時に詰まることはないのに、印刷を始めるとノズルが詰まってしまうことから、原因のポイントは印刷中にあると考えられます。
機種:ANYCUBIC MEGA Pro
フィラメント挿入時と印刷時の条件の違いを考える
- フィラメント挿入時
- 印刷時
この2つの条件の違いを以下に示します。
| 条件 | ベッドヒーター | ノズル高さ |
| フィラメント挿入時 | OFF | 任意 |
| 印刷時 | ON | レベリング高さ(0.1mm程度) |
他にもあるかもしれませんが、今回は原因と関係のあるものをピックアップしました。
上の表からわかることは、印刷時はフィラメントの挿入時とは違って、ベッドとノズルの距離が非常に近いということです。
レベリング
ANYCUBIC MEGA Proのレベリングは、0.1mm程度の厚さの紙をベッドとノズルの間に挟んでノズル高さを調整します。
レベリング時、ANYCUBIC MEGA ProのベッドヒーターはOFFになっています。印刷時にはベッドヒーターがONになっているため、ベッドが熱膨張し、レベリングしたときから更にベッドとノズルの距離が近くなってしまいます。
ベッドの材質がアルミだとして、ベッドは60℃に温まるので10μm単位で膨張します。
ベッドが熱膨張し、ノズルを蓋するような状態になってしまうことで、フィラメントが送られなくなりスカスカになったと考えられます。
実際にノズル清掃時に除去したカスの形状がうねっていることから、フィラメントが送り出せなくなったことで、ノズルの僅かなスペースを埋めるように詰まったことがわかります。

ベッド平面度
ベッドの熱膨張を考慮してレベリングをする、具体的にはベッドヒーターをONにした状態でレベリングをすれば解決すると思ったのですが、他にもスカスカになる原因がありました。
レベリングはベッドの四隅で行うため、ベッドの平面が上凸になっている場合、四隅で合わせても真ん中あたりでベッドとノズルの距離が近くなってしまいます。
実際にレベリング後にノズルを真ん中あたりに移動させたときに、ノズルがベッドと擦れていました。
真ん中に合わせて調整した場合、今度は四隅でベッドとノズルの距離が遠くなりすぎてしまい、印刷の品質が下がってしまいました。
解決方法
以下に示す方法で解決を図りました。
- レベリングはベッドヒーターをONにした状態でベッドの真ん中で行う
- 印刷範囲を狭める(ベッドの真ん中あたりで印刷する)
これらの方法を実践した結果、無事きれいに印刷できました。
まとめ
原因は以下の2点でした。
- ベッドヒーターをOFFにした状態でのレベリング
- ベッドの平面が上凸になっている
以下の解決方法を取ることで、無事に印刷ができました。
- レベリングはベッドヒーターをONにした状態でベッドの真ん中で行う
- 印刷範囲を狭める(ベッドの真ん中あたりで印刷する)



コメント